我们的《内江》 本地 井盖【复合树脂井盖】厂家直销供货稳定产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:《内江》 本地 井盖【复合树脂井盖】厂家直销供货稳定的图文介绍


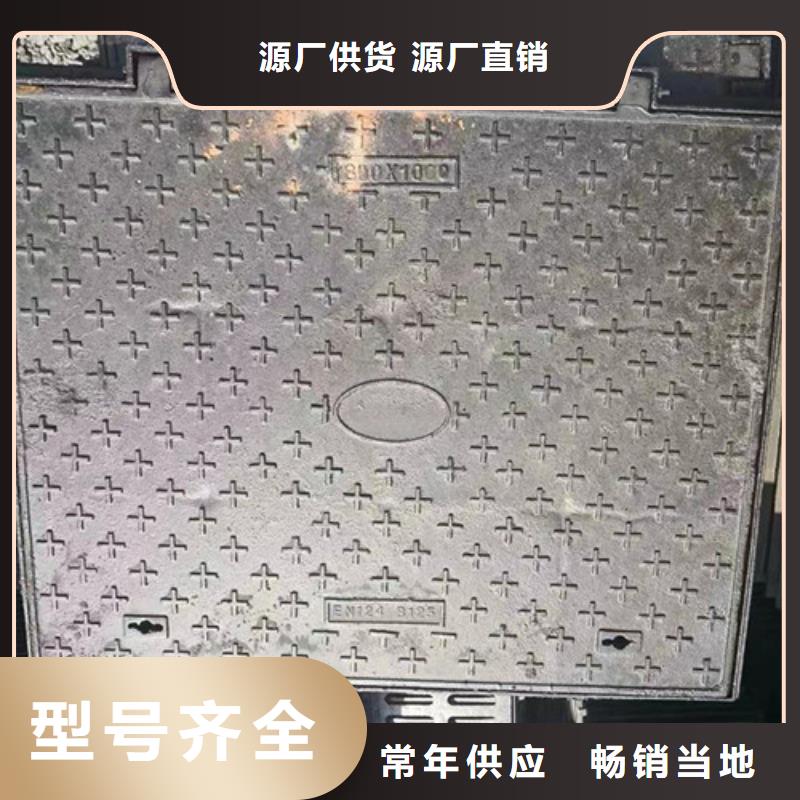
新式球墨铸铁井盖的有机化学及物理学特性选用QT500-7铸态球墨铸铁,重量轻、抗压强度高、延展性好、耐腐蚀、耐疲惫、成本费适合,与同规格规格灰铸铁井盖对比,重量轻40%~50%,抗压强度比老式的灰铸铁井盖对比高40%~50%。老式灰铸铁井盖延性大,非常容易开裂。球墨铸铁井盖是球墨铸铁商品的一种,球墨铸铁根据灰铸铁和创造解决获得球形高纯石墨,合理地提升 了生铁的物理性能,尤其是提升 了塑性变形和延展性,进而获得比碳素钢还高的抗压强度。新式球墨铸铁防盜井盖因为在框盖融合表面垫聚钛酸异丙酯醚垫加宽了框与盖的相互配合深层,选用六点触碰使盖框相互配合密不可分并相互配合应用门铰链。拧紧螺闩和防盗器具,大部分清除了声响,降低了震动,大部分避免了老式灰铸铁井盖普遍现象着被汽车冲击性时,产生响声的噪声难题和被汽车冲击性带去的状况。



建鑫金属材料有限公司拥有完善、配套的生产设备,经验丰富的专业技术人才和生产操作规程,形成了自主设计、不断创新,规模生产的现代企业科技平台,企业生产经营的 内江沟盖板、产品,严格按照国家标准及行业标准生产,产品经相关省市质量监督检验院检测,各项指标均为合格。
建鑫金属材料有限公司以”品种齐全,价格优惠,诚信经营,服务至上,质量保证”的生产经营理念,竭诚为广大客户服务。


1、对球墨铸铁井盖进行焊接,首先需要将切割好的角钢放入焊接固定卡具并将螺帽与被焊角钢之间用钢筋头抵紧,保证角钢框在焊接过程中不变形、不松动、尺寸准确无误后方可施焊。
2、钢筋与角钢框焊接时应采用点焊,焊接时为防止每边施焊点过多,其接头过热使角钢弯曲,应交叉焊接。焊接处应熔合良好,不应有弧坑、气孔和咬边现象。如若发现应补充焊接。
3、其焊缝敲渣、打磨:对已焊接过的地沟盖板应及时敲掉焊渣并用钢丝刷刷净,打磨光洁以待喷锌。
4、钢丝网绑扎:将裁好的钢丝网绑扎在角钢框内的钢筋上。
5、模板清理:将其定型底模清洗干净,安放平稳,均匀刷上脱模剂,脱模剂严禁采用废机油。
球墨铸铁井盖的焊接质量好坏直接影响到使用的安全性,如果焊接不达标准,很可能导致安装不牢固,造成活动等现象,非常容易发生路面危险事件。因此焊接时一定要按照标准规定进行。



760万吨,1990年达到915万吨。2000年达到1500万吨。球墨铸铁的生产发展速度在工球墨铸铁井盖业发达 特别快。世界球墨铸铁产量的75%是由美国、球墨铸铁井盖日本、德国、意大利、英国、法国六国生产的。球墨铸铁井盖 中国球墨铸铁生产起步很早,1950年就研制成功并投入生产,中国的球墨铸铁年产量达230万吨,位于美国、日本之后,居世界第三位。适合中国国情的稀土镁球化剂的研制成功,铸态球墨铸铁以及奥氏体-贝氏体球墨铸铁等各个领域的生产技术和研究工作均达到了很高的技术水平。
、南京汽车厂和 汽车厂相继投产。这标志着中国铸态球墨铸铁生产达到了较高水平。与之相适应的包外脱硫、双联法熔炼、瞬时孕育、孕育块技术以及音频检测和热分析快速分析等技术的采用,则标志着中国大量流水生产汽车铸件的技术水平与国际先进水平的差距正在缩小。
(2)试验研究了大断面(壁厚大于120mm)球墨铸铁的冶金因素以及相应的生产工艺措施。采用适量的钇基重稀土复合球化剂、强制冷却、顺序凝固、延后孕育,必要时添加量锑、铋等可防止球墨铸铁件中心部位的石墨畸变和组织疏松等,现已成功地制作了38吨重的大型复杂结构件,17.5吨重的柴油机体、截面为805mm的球墨铸铁轧辊等。





 扫一扫
扫一扫